
欢迎您的来电
13785700101





车身工装夹具的作用与工具夹具的效用
文章摘要:
工具夹具能够减少辅助工时,地提高生产的效率。
【一】、车身工装夹具的作用
1、基于测量的尺寸精度控制
车身尺寸数据的检测、采样和尺寸数据跟踪是实现整车装配过程监控的基础。测量方法决定了车身装配过程监控的性、性。三坐标测量是检测白车身零件、分总成和车身骨架的重要检测手段,凭借其测量、可编程控制,已经成为国内、外汽车制造企业的重要检测设备。
基准点,在三坐标测量机的机器坐标系下,根据整车设计基准建立整车坐标系。在整车坐标系中,又将车身划分为不同的功能区域。并在各功能分区建立局部坐标系,局部坐标系由分区基准点构造而成。
功能尺寸,在整车装配过程中,还需要考虑各个装配零件之间的相对尺寸精度,称为功能尺寸。功能尺寸是为检验各个零件、分总成、总成之间制造尺寸是否符合产品的设计要求,以其下装配尺寸精度而定义的尺寸。
2、基于装配的尺寸精度控制,由工装夹具
装配偏差与三坐标的测量结果存在差异的原因包括:设计偏差、冲压工艺、模具偏差以及零件装配偏差等。这个时候应优先考虑以整车装配、功能满足质量标准为前提,对定义的测量公差做相应的调整,以稳定偏差。在S70车型投产的初期,车间装配线反馈:左右尾灯装配间隙、平整度不符合质量标准要求。经分析产生差异的原因是侧围外板冲压件零件尺寸偏差和侧围外板总成KD件焊接偏差造成的。鉴于此种情况,根据装配实际偏差对尾灯定位工装进行调整,满足装配尺寸质量标准,而此时测量偏差已超出公差标准要求。这样实际零件尺寸已经和设计标准不符,而尾灯装配的外观质量是合格的。通过尾灯定位工装调整和控制了尾灯装配功能质量及外观质量。
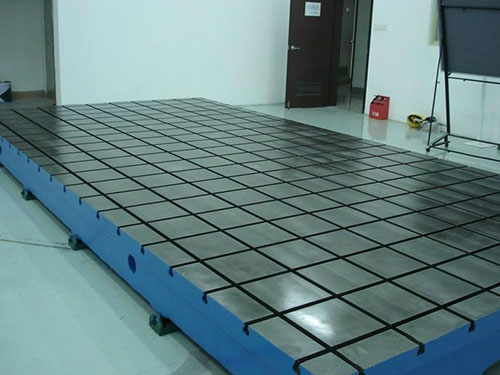
三维柔性焊接平台,装置操作简便、使用。此工装平台的承载能力高,刚性稳定,工作台的五面均加工有规则的孔,刻有网线,可以方便地延伸和扩展、组合。经扩展的标准台面可模块化的定位和夹紧零件。
【二】、工具夹具的效用
1、提升生产效率
工具夹具能够减少辅助工时,地提高生产的效率。
为了达到方便地定位工件的目的,可以通过夹具夹紧。
不需要对工件进行划线对齐,可缩短辅助工作时间。此外,夹紧后工件整体刚度提高,增加了切削的参数,可以采用多工位夹紧工具,从而提高生产的效率。
一方面,可以使用标准化的夹具,从而实现缩短加工的准备时间,提升作业的。另一方面,可采用液压、气动夹紧装置,来提高作业效率。另外,采用多工位夹具和变工位夹具,可提高工作效率。为了提高数控铣床夹具的工作效率,在设计数控铣床夹具时应注意以下问题:我们应该尽量实现一个或多个夹具的加工,从而缩短加工的时间,也有助于提升加工的度。采用多工位多件夹具,能够加快装夹的速度,缩短加工的时间。并且通过选择合理的刀具的尺寸、形状和切削量,能够提高工作效率。
2、质量
夹具能地提高工件的加工度,从而工件的质量达到的标准。使用夹具固定工件时,能够工件与刀具、机床彼此之间的位置,也能避免人为工艺因人为因素产生的影响,从而了同批次工件的加工精度。
受局部热变形和应力的影响,零件会产生较大的变形。在夹具设计过程中,通过计算提前预留余量,使应力、变形和变形方向控制,零件质量。
3、提高适应性
夹具能够提高适应性表现在夹具可以扩大机床的使用范围。结合实际机床的运动模式,不同类型的固定装置在加工的过程中扩大应用范围的机床技术,可实现部分机床的灵活性。

